
TLDR: Download the custom CR-30 adjustable angle BondTech LGX Shortcut mount here!
When setting up a new printer for our farm, the most important aspects are reliability and repeatability. In order to stay profitable, we need to ensure that our printers work every time with minimal need for tuning and intervention (save for the occasional maintenance run). When we bought our new CR-30 print mill in order to start producing larger pieces and automated bulk runs, however, it was a far cry from these traits. The idea of a belt printer, while promising, was starting to look like more of a hobbyist endeavor meant for somebody with lots of time and patience who’s OK with high failure rates on prints. While we love tinkering, it simply doesn’t cut it for production. Our customers expect high quality parts no matter what printer we use to turn them out.
Also, the flow rate of the factory hot end on the CR-30 didn’t allow for much plastic to be pushed out at a time. As a result, even though we had a new infinitely long printer, prints took a long time as we had to move slowly to prevent filament from getting backed up in the drive system. If the filament can’t melt faster than the gears on your extruder want to push it, you get a plethora of issues. our whole goal with this printer was to be able to “go long” and print large parts, but having to wait days for them to complete wasn’t going to cut it.
I was starting to think that maybe the CR-30 just wasn’t meant to be, and we couldn’t use it for the farm. I was doing tons of research and ended up finding a few interesting posts from people who had played with nozzle angle on their printer in order to achieve better adhesion. Without actually modifying the angle of the gantry at all, people would slightly reduce the angle of the actual print head, causing it to be more parallel with the bed. This one small trick seemed to make a world of difference for adhesion issues. Now, our CR-30 had already had a direct drive conversion done, and the factory hot end didn’t really have any easy means of changing the angle without pretty heavy CAD / product design work.
This all sent me on a quest to find a small form factor geared extruder setup (like the Creality Sprite). These extruders are “all in one” combos that have all the hot end components, extruder motor, cooling fans, etc, all in the form factor of about a standard sized stepper motor. They also commonly have side mounting holes, which come in really handy when trying to create an adjustable angle mount. Now, the sprite is a pretty cool extruder, and we got one to play around with and test out, but the flow rate isn’t that much better than the factory flow rate on a MK8 style hot end that comes on the CR-30. There is a high flow kit available, but honestly, I figured we would use this opportunity to try something new…
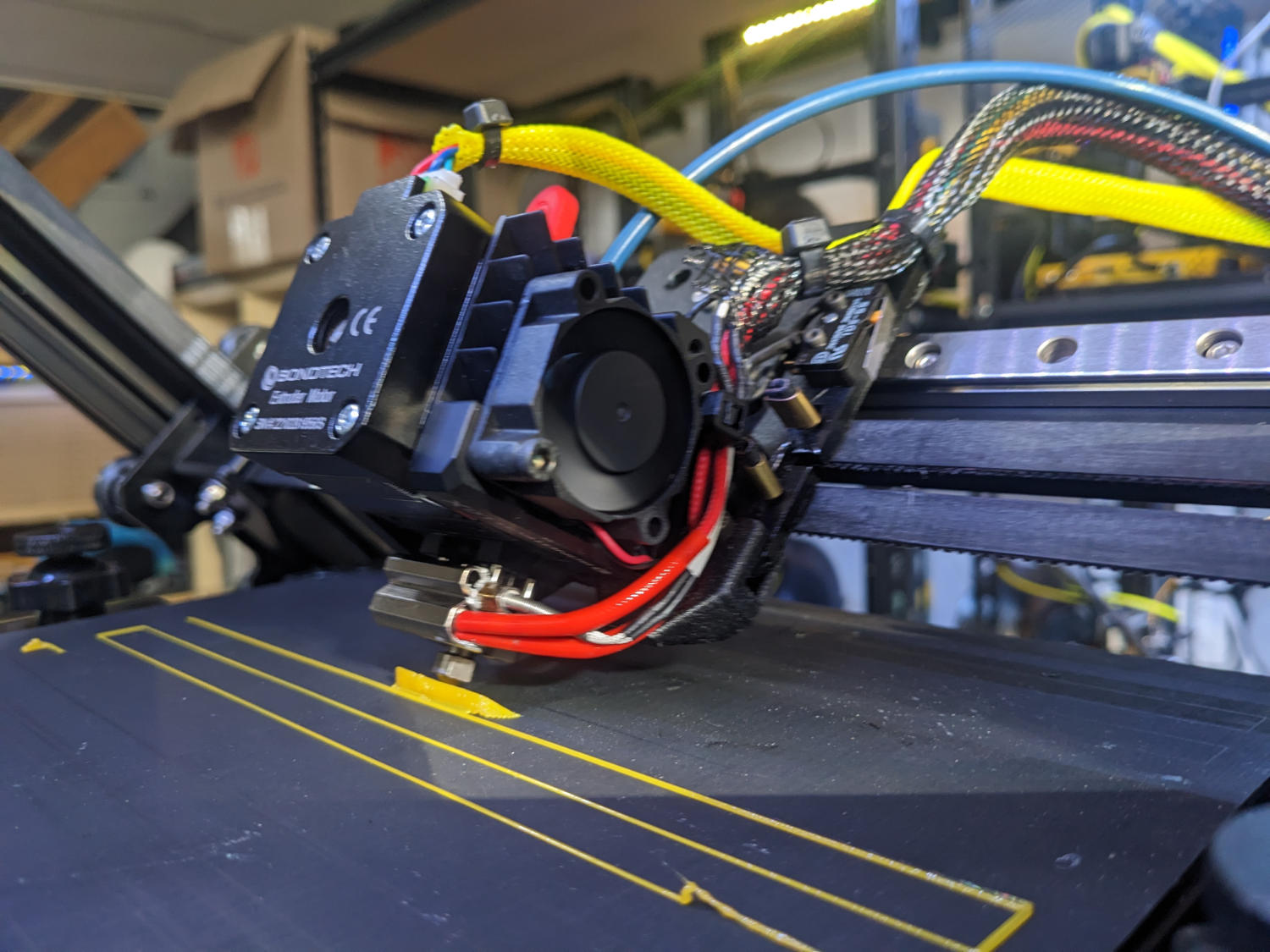
Out of this research, I ended up landing on the BondTech LGX with shortcut mount for the Mosquito hot end. This bad boy, while almost $300, has volumetric flow rates that rival a volcano nozzle setup, but they use standard v6 style nozzles. This means that you get better retraction / oozing performance than a volcano while still over DOUBLING the volumetric flow rate of the standard extruder. Much better for large nozzle diameter printing (think .8mm – 1.2mm nozzles). With side mounting holes it meant I could set about creating an adjustable angle mount for it, and so I did just that.
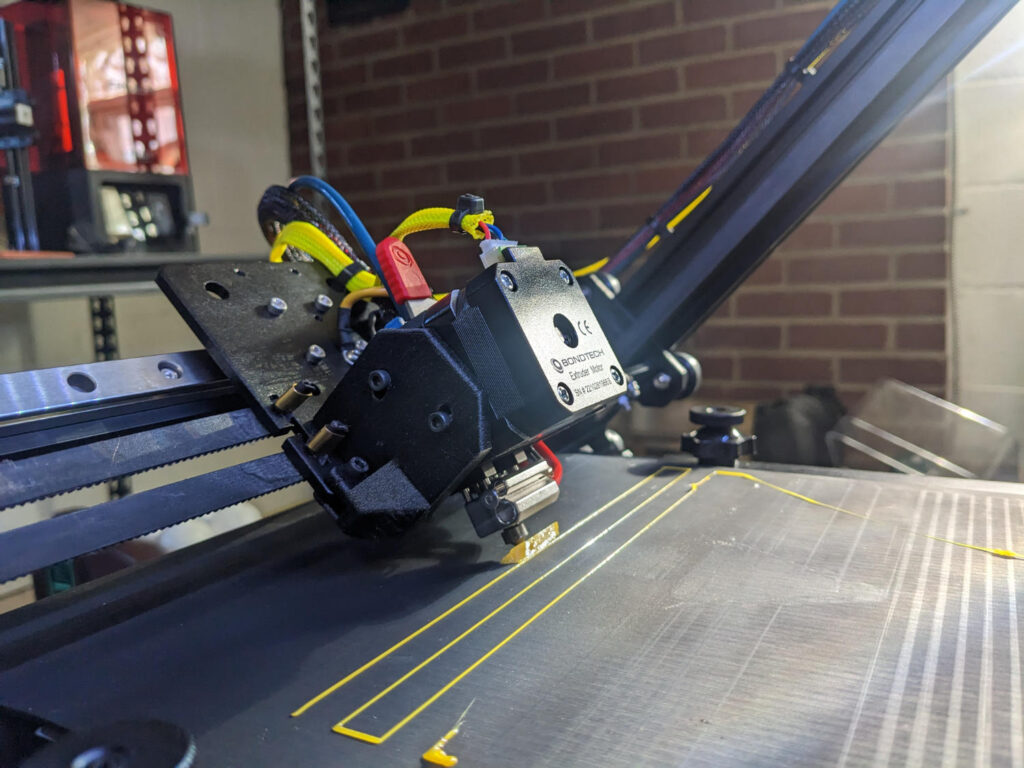
After developing a mount that allows for 20 degrees of forward rotation on the print head and getting everything mounted up, I slapped a stubby v6 nozzle with a .8mm diameter on it (yes, the ones that normally won’t work), and tilted the mount all the way forward. PERFECT adhesion first shot, and pretty good print results. Granted, it’s not as detailed as our standard printers, but with such a large nozzle, that’s to be expected. Regardless, now we can actually rely on our CR-30 to get prints to stick to the belt right the first time, every time. No more fighting with adhesion issues! Time to get the CR-30 live in the farm!
Want to print the mount yourself? I put it on our Thingiverse here:


